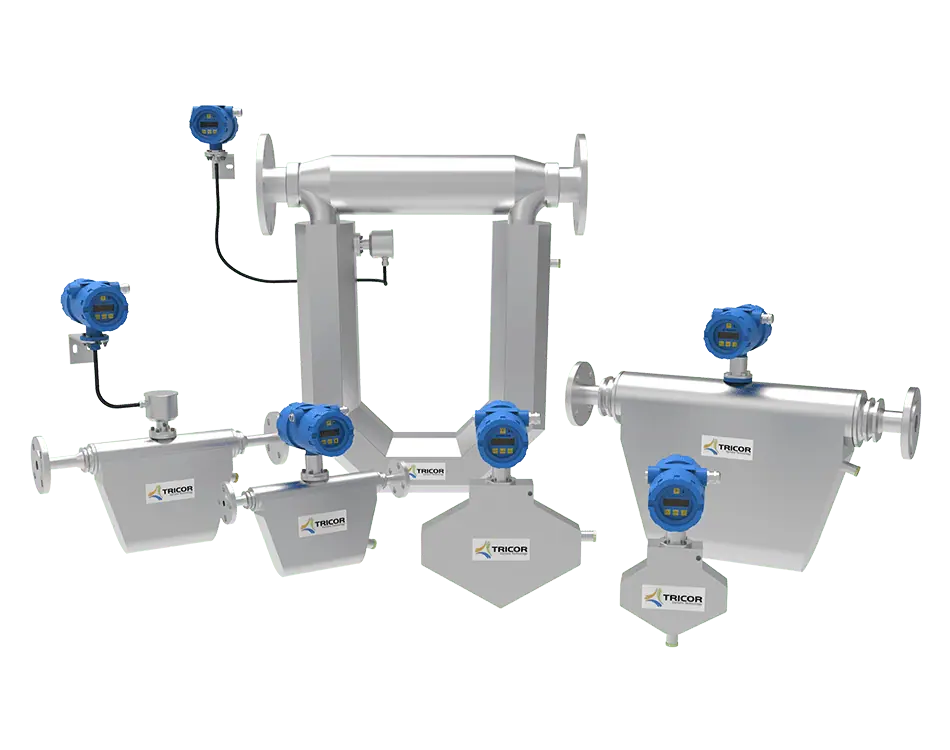
Gear Meters
Gear meters specifically spur gear, are ideal for low flow rates, viscous fluids, and measurement of flows involving starts and stops or pulsing.


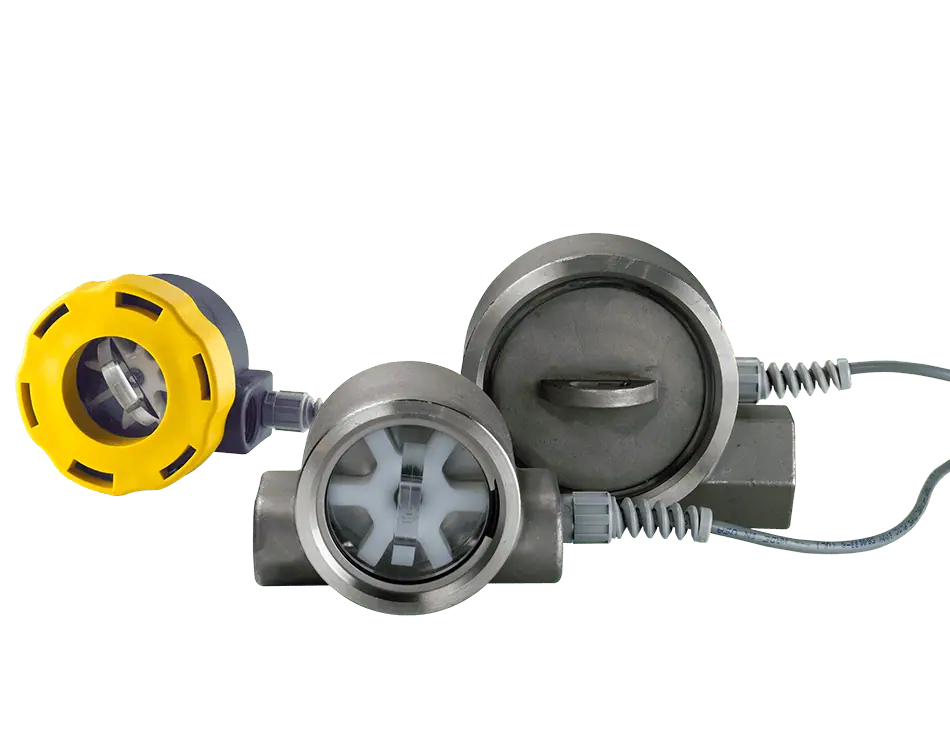

















Utilizing advanced optical and microprocessor technology, ProScan produces a linearized 4-20 mA output that can be tailored to a wide range of applications. The sensor attaches directly to the process line and allows real-time, in-line analysis of fluid streams. The sapphire lens and 316 stainless steel construction will withstand the high temperatures, rapid temperature fluctuations and chemical agents typical in food processes. The simple design allows plant personnel to install, tune and maintain it with ease.
ProScan can be installed virtually anywhere in the production or waste stream where it is important to detect process interfaces, monitor turbidity or measure product concentrations. In pasteurizer lines, a popular installation site is downstream of the HTST.
The ProScan signal can be used to switch valves and direct the liquid stream to the filler, recirculate it or divert to drain. ProScan is also a valuable tool to control CIP pre rinse cycles and maximize product recovery. The simple NIR sensor helps processors recover as much product as possible before initiating cleaning and helps to ensure expensive chemicals are added at the appropriate time. In addition, ProScan can act as an excellent monitor of BOD loading on waste lines. From receiving lines and pasteurizing lines to filling lines and waste lines, ProScan offers an economical solution to your process control needs.
4-20 mA
0.45 Watts
15-24 VDC
3-A Sanitary Standard, #46
NEMA 6 / IP67 enclosure
Sapphire
FDA approved silicone rubber
1-1/2” and 2” Sanitary Clamp (consult factory for larger sizes)
32-212°F (0-100°C) – constant
32-300°F (0-149°C) – intermittent
316L stainless steel
Multiple display modes
Monitors dispense operation



AW-Lake’s ProScan Optical Turbidity Sensor provides in-line, real-time monitoring needed to measure the fat cells in the line as it flows to pinpoint exactly when to divert the material to either the sewer or to holding/recovery tanks. This in turn results in significant cost savings from local sewer municipalities, which charge more for this type of organic waste because of the additional processing required.

The ProScan optical turbidity sensor is crucial in beer or cider brewing operations for real-time monitoring of product consistency. As the beverage flows through the production line, the sensor continuously measures the turbidity or cloudiness, indicating the presence of particles. This data helps detect any deviations from the desired clarity, signaling potential issues like contamination or improper filtration. By providing immediate feedback, the sensor ensures consistent quality, aiding brewers in maintaining the flavor, appearance, and overall quality of the beer or cider.
AW-Lake’s ProScan Optical Turbidity Sensor provides in-line, real-time monitoring needed to measure the fat cells in the line as it flows to pinpoint exactly when to divert the material to either the sewer or to holding/recovery tanks. This in turn results in significant cost savings from local sewer municipalities, which charge more for this type of organic waste because of the additional processing required.
The ProScan optical turbidity sensor is crucial in beer or cider brewing operations for real-time monitoring of product consistency. As the beverage flows through the production line, the sensor continuously measures the turbidity or cloudiness, indicating the presence of particles. This data helps detect any deviations from the desired clarity, signaling potential issues like contamination or improper filtration. By providing immediate feedback, the sensor ensures consistent quality, aiding brewers in maintaining the flavor, appearance, and overall quality of the beer or cider.

From quotation to commissioning & startup, we want to make every step simple and quick.







